概述
summary
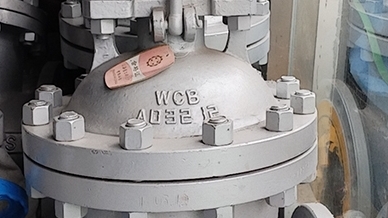
三杆蝶阀是一种密封型蝶阀,适用于冶金、化工、电力等行业,安装在空气、可燃气体管路中,起切断气体介质作用。以下是为某公司1006m3高炉制造的DN900三杆蝶阀阀体(见图1),该工件采用Q235A钢板焊接结构,焊后经退火去除焊接应力,再进行机械加工。因此对焊接要求较高,笔者根据实际生产总结如下,供参考借鉴。
The three rod butterfly valve is a sealed type butterfly valve suitable for industries such as metallurgy, chemical engineering, and power. It is installed in air and combustible gas pipelines to cut off gas media. The following is the DN900 three rod butterfly valve body (see Figure 1) manufactured for a company's 1006m3 blast furnace. The workpiece adopts a Q235A steel plate welding structure, and after welding, the welding stress is removed through annealing before mechanical processing. Therefore, the welding requirements are relatively high. Based on actual production, the author summarizes the following for reference.
图1 三杆蝶阀阀体
Figure 1 Three Rod Butterfly Valve Body
(1)设计参数该阀体的相关参数如表1所示。
(1) The design parameters of the valve body are shown in Table 1.
表1 设计参数
Table 1 Design Parameters
(2)技术要求①本阀体焊接技术规范要求应符合YB/T036.11。②根据GB/T13927对本阀体进行强度试验和气密封性试验。③焊缝全部为连续焊缝,所采用焊条为E4303,密封面堆焊A102。④焊缝高度应不小于相关件更薄钢板厚度。⑤本阀体焊后应进行消除应力处理。
(2) Technical requirements: ① The welding technical specifications for this valve body should comply with YB/T036.11. ② According to GB/T13927, perform strength and air tightness tests on this valve body All welds are continuous, using E4303 welding rod and A102 surfacing welding on the sealing surface. ④ The height of the weld seam should not be less than the thickness of the thinnest steel plate of the relevant parts. ⑤ The valve body should undergo stress relief treatment after welding.
焊接工艺流程及焊前准备
Welding process flow and pre welding preparation
焊接工艺流程为焊前准备工作→焊接→外观检查→气密性试验。以下为焊前准备。
The welding process flow includes pre welding preparation → welding → appearance inspection → air tightness test. The following is the preparation before welding.
(1)焊件检验
(1) Weldment inspection
检查阀体组对件的几何尺寸是否符合图样设计要求。①检查焊接填充材料(焊条或焊丝)是否与图样设计相符。②检查焊接设备是否与焊接技术工艺参数相符。③清除焊接处的毛刺、油、水、锈等污物,使焊接处呈现金属光泽。
Check whether the geometric dimensions of the valve body assembly match the design requirements of the drawing. ① Check whether the welding filler material (welding rod or wire) matches the design of the drawing. ② Check whether the welding equipment matches the welding technical process parameters. ③ Remove burrs, oil, water, rust, and other contaminants from the welding area to give it a metallic luster.
(2)焊接材料
(2) Welding materials
本阀体焊接所用的焊条为E4303(J422),焊接材料进厂必须凭质量合格证明书入库,J422焊条一般不烘干施焊,但库存时间超过一年必须烘干施焊,烘干温度100℃,时间为1h。
The welding rod used for the welding of this valve body is E4303 (J422), and the welding materials must be stored with a quality certificate when entering the factory. J422 welding rods are generally not dried for welding, but must be dried for welding if the inventory time exceeds one year, with a drying temperature of 100 ℃ and a time of 1 hour.
(3)设备选择
(3) Device selection
焊接设备的选取如表2所示。
The selection of welding equipment is shown in Table 2.
表2 焊接设备
Table 2 Welding Equipment
焊接工艺
welding technology
(1)焊接方法:焊条电弧焊。
(1) Welding method: arc welding with welding rod.
(2)接头形式:角接头(管板插入式,见图2)。
(2) Joint form: angle joint (tube plate insertion type, see Figure 2).
(3)焊接位置:水平。
(3) Welding position: horizontal.
(4)焊接参数(见表3):角接接头可采用多层焊法或多层多道焊法。多层焊时,层焊道应选择直径较细的焊条。运条方法,应视间隙大小而定。间隙小时,可采用直线形运条方法;间隙较大时,可采用直线往复形运条方法。
(4) Welding parameters (see Table 3): Corner joints can be welded using multi-layer or multi-layer multi-pass welding methods. When multi-layer welding, the first layer of weld bead should be selected with a thinner diameter electrode. The method of moving the strip should depend on the size of the gap. When the gap is small, a linear strip transportation method can be used; When the gap is large, the straight reciprocating strip transportation method can be used.
表3 焊接参数
Table 3 Welding parameters
焊接顺序为焊完层后,将焊道相对位置的焊道,用同样的焊接方法施焊,阀体所有焊道层应全部焊完后,先清除其熔渣,然后用大直径焊条和较大的焊接电流进行第二层焊接,运条方法采用直线形,以及幅度较小的月牙形和锯齿形,并采用短弧焊接。
The welding sequence is as follows: after the first layer is welded, the weld beads in the opposite position of the weld beads are welded using the same welding method. After the first layer of all weld beads on the valve body is welded, the slag should be removed first, and then the second layer is welded using a large diameter welding rod and a large welding current. The welding method adopts a straight line, as well as a smaller crescent and serrated shape, and short arc welding is used.
为了保证焊接质量和防止变形,应使层与层之间的焊接方向相反,焊缝接头也相应错开。
In order to ensure welding quality and prevent deformation, the welding direction between layers should be opposite, and the weld joints should also be staggered accordingly.
多层多道焊的焊接方法与多层焊相似,所不同的是每层焊缝由数道窄焊缝并列组成,焊接时应使用直线运条法。
The welding method of multi-layer and multi-pass welding is similar to that of multi-layer welding, except that each layer of weld is composed of several narrow welds in parallel, and the straight line welding method should be used during welding.
外观检查
Visual inspection
角焊缝的外观成形目视应与母材圆滑过渡,光滑美观,不得有气孔、夹渣、咬边等焊接缺陷。
The visual appearance of fillet weld shall be smooth and beautiful with smooth transition to the base metal. There shall be no welding defect such as pores, slag inclusion and undercut.
阀体密封面堆焊
Surfacing welding of valve body sealing surface
(1)堆焊方法
(1) Overlay welding method
焊条电弧焊;堆焊基面为凹形;堆焊位置:平放;堆焊电源:交直流两用。堆焊参数如表4所示。
Welding rod arc welding; The welding base surface is concave; Welding position: flat; Welding power supply: AC and DC dual purpose. The welding parameters are shown in Table 4.
表4 堆焊参数
Table 4 Overlay Welding Parameters
(2)堆焊工艺
(2) Overlay welding process
堆焊前应清除焊道内的毛刺、油、水、锈等污物;引弧与一般焊条电弧焊操作一样,只是在起弧处做好标记,以利多层焊的一层圆滑搭接,从而保证堆焊的平整度,堆焊层数为3~5。运条同时存在三个基本动作:即直线动作、横向摆动动作及焊条送进动作。在操作时,应根据熔池形状与大小的变化,灵活地调整动作,使三者很好地协调,将熔池控制在所需的形状与大小范围内,并使运条动作有利于熔渣的浮出。
Before welding, burrs, oil, water, rust, and other dirt should be removed from the weld bead; The arc striking operation is the same as that of general arc welding with welding rod, but the arc striking position is marked to facilitate the smooth overlap of the last layer of multi layer welding, so as to ensure the flatness of surfacing. The number of surfacing layers is 3-5. There are three basic actions for transporting the electrode simultaneously: linear action, lateral swing action, and electrode feeding action. During operation, the action should be flexibly adjusted according to the changes in the shape and size of the molten pool, so that the three can coordinate well. The molten pool should be controlled within the required shape and size range, and the strip movement should be conducive to the floating of slag.
运条横向摆动时,应使两侧停留时间稍长些以保证堆焊层高度、宽度一致。收弧时,要注意应填满弧坑,然后将焊条逐渐抬高,慢慢拉断电弧。对一些易产生火口裂纹的材料,应将电弧的熄弧处引出焊道,以保证堆焊质量。
When swinging horizontally, the stay time on both sides should be slightly longer to ensure that the height and width of the welding layer are consistent. When closing the arc, attention should be paid to filling the arc crater, and then gradually raising the welding rod to slowly break the arc. For some materials that are prone to fire cracks, the arc extinguishing point should be led out of the weld bead to ensure the quality of surfacing welding.
堆焊外观检验不应有焊接缺陷。阀体整体焊完后进行退火,消除其内应力。
There shall be no welding defect in the appearance inspection of surfacing. After the entire valve body is welded, annealing is carried out to eliminate its internal stress.
气密性试验
Air tightness test
阀体加工后与阀板组装成形,进行气密性试验,将气密性试验工装按工艺标准规定封闭好,然后向三杆蝶阀内充1.1MPa压缩空气,5min后压降满足GB/T13927规定。
After the valve body is processed and assembled with the valve plate, a gas tightness test is carried out. The gas tightness test fixture is sealed according to the process standards, and then 1.1MPa compressed air is filled into the three-rod butterfly valve. After 5 minutes, the pressure drop meets the requirements of GB/T13927.






















 企业公告:
企业公告: